Máy xén théplà máy dùng để cắt các cuộn kim loại rộng (như thép, nhôm, đồng,…) thành nhiều dải hẹp dọc theo chiều dọc. Những dải hẹp này có thể được sử dụng trong nhiều quy trình sản xuất và gia công khác nhau, chẳng hạn như sản xuất phụ tùng ô tô, sản xuất thiết bị điện, vật liệu xây dựng, v.v. Máy rạch kim loại đạt được các hoạt động rạch chính xác thông qua một loạt dao cắt và các thiết bị phụ trợ.

Các thành phần của mộtmáy rạch kim loại
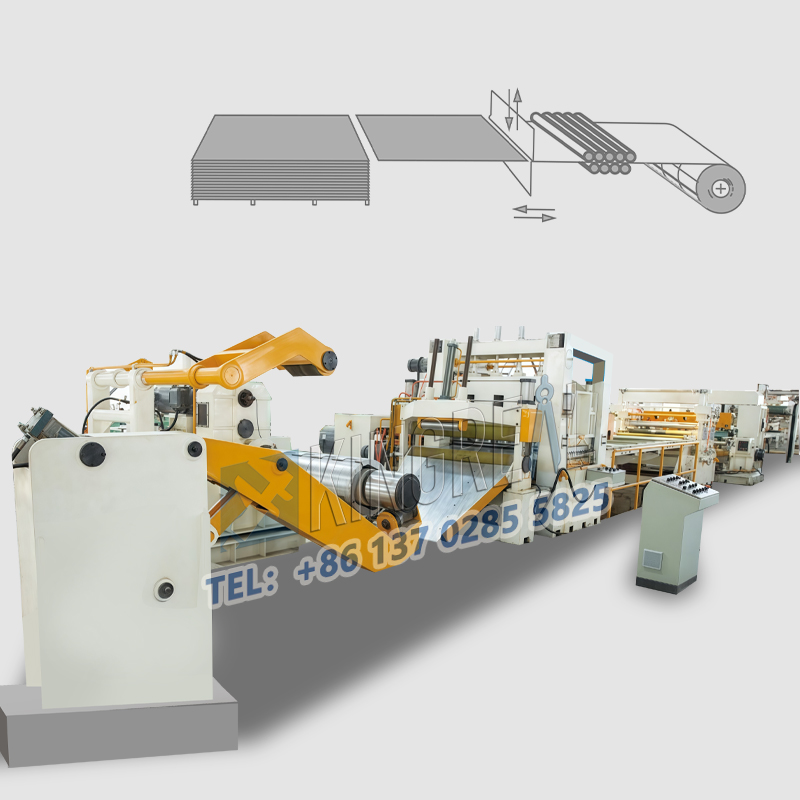
Thiết bị tháo cuộn: Trải và vận chuyển các cuộn kim loại rộng đến đầu vào của máy rạch.
Thiết bị dẫn hướng: đảm bảo vật liệu luôn ổn định và ở đúng vị trí trong quá trình cắt.
Hệ thống cắt: bao gồm một số dao đĩa cắt cuộn kim loại thành một số dải hẹp theo chiều rộng định sẵn.
Thiết bị cuộn: cuộn lại các dải hẹp đã cắt thành cuộn để xử lý và vận chuyển tiếp theo.
Hệ thống kiểm soát độ căng: Đảm bảo rằng vật liệu duy trì độ căng thích hợp trong quá trình cắt để tránh vật liệu bị chảy ra hoặc nhăn.
Hệ thống xử lý vật liệu cạnh: Xử lý vật liệu cạnh được tạo ra trong quá trình cắt, thường thông qua hệ thống làm phẳng và thu gom. Thiết bị tháo cuộn: Trải và vận chuyển các cuộn kim loại rộng đến đầu vào của máy rạch.
Thiết bị dẫn hướng: đảm bảo vật liệu luôn ổn định và ở đúng vị trí trong quá trình cắt.
Hệ thống cắt: bao gồm một số dao đĩa cắt cuộn kim loại thành một số dải hẹp theo chiều rộng định sẵn.
Thiết bị cuộn: cuộn lại các dải hẹp đã cắt thành cuộn để xử lý và vận chuyển tiếp theo.
Hệ thống kiểm soát độ căng: Đảm bảo rằng vật liệu duy trì độ căng thích hợp trong quá trình cắt để tránh vật liệu bị chảy ra hoặc nhăn.
Hệ thống xử lý vật liệu cạnh: Xử lý vật liệu cạnh được tạo ra trong quá trình cắt, thường thông qua hệ thống làm phẳng và thu gom.

Dây chuyền sản xuất máy rạch kim loại có thể gặp nhiều vấn đề khác nhau trong quá trình vận hành. Dưới đây là một số vấn đề phổ biến và giải pháp của họ:
1. Lưỡi cắt không đều
Nguyên nhân: Dụng cụ bị mòn, lắp đặt dụng cụ không chính xác, độ dày vật liệu không đồng đều.
Giải pháp: Thường xuyên kiểm tra và thay dao, đảm bảo dao được lắp đúng cách, chọn khoảng hở dao phù hợp và đảm bảo độ dày vật liệu đều nhau.
2. Độ lệch vật liệu trong quá trình rạch
Nguyên nhân: Thiết bị dẫn hướng vật liệu bị hỏng, sức căng của vật liệu không đều, vấn đề ở cuộn dây.
Giải pháp: Kiểm tra thiết bị dẫn hướng và điều chỉnh, điều chỉnh độ căng của vật liệu để đảm bảo cuộn vật liệu được chặt và đều.
3. Kích thước rạch không nhất quán
Lý do: lắp đặt dụng cụ rạch không đúng cách, thiếu độ chính xác của thiết bị.
Giải pháp: Hiệu chỉnh dụng cụ rạch và bảo trì thiết bị thường xuyên để đảm bảo độ chính xác của thiết bị.
4. Vết xước bề mặt
Nguyên nhân: Độ sắc bén của dụng cụ không đủ, có tạp chất trên bề mặt vật liệu.
Giải pháp: Giữ cho dụng cụ luôn sắc bén, làm sạch bề mặt nguyên liệu và môi trường dây chuyền sản xuất để tránh tạp chất.
5. Độ rung của thiết bị quá lớn
Nguyên nhân: dụng cụ mất cân bằng, vòng bi bị mòn, lắp đặt thiết bị không chắc chắn.
Giải pháp: Kiểm tra và cân bằng các dụng cụ, thay thế vòng bi thường xuyên và đảm bảo thiết bị được lắp đặt chắc chắn.
6. Dây chuyền sản xuất thường xuyên bị dừng
Lý do: hỏng thiết bị, vấn đề về vật liệu, người vận hành không có tay nghề.
Giải pháp: Bảo trì thiết bị thường xuyên, nâng cao chất lượng vật tư, tăng cường đào tạo người vận hành.
7. Vỡ vật liệu
Lý do: sức căng vật liệu quá lớn, có vấn đề về chất lượng vật liệu.
Giải pháp: Điều chỉnh độ căng của vật liệu, lựa chọn nhà cung cấp vật liệu đáng tin cậy.