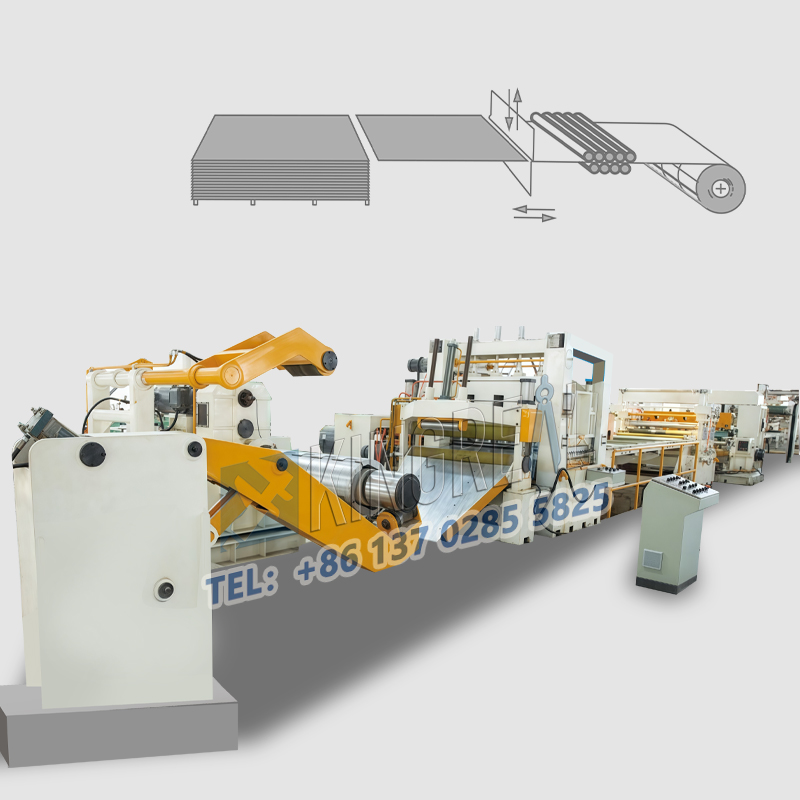
A máy rạch thép mạ kẽmchủ yếu cắt dải kim loại theo chiều dọc và cuộn lại các dải hẹp thành cuộn. Dây chuyền rạch thép mạ kẽm này bao gồm việc tháo cuộn, định vị vật liệu, rạch và cuộn lại. Nó được ưa chuộng rộng rãi vì dễ vận hành, chất lượng rạch cao, tận dụng vật liệu cao và điều chỉnh tốc độ rạch vô cấp.

Mỗi chi tiết củadây chuyền rạch thép mạ kẽmđược thiết kế tỉ mỉ bởi các kỹ sư KINGREAL STEEL SLITTER. Nó không chỉ thực hiện chức năng rạch mà còn đảm bảo an toàn vận hành. Có thể bạn không để ý nhưng tính năng bảo vệ của máy rạch thép mạ kẽm được tích hợp vào mọi khía cạnh hoạt động của máy.
Ví dụ, trục lưỡi của dây chuyền rạch thép mạ kẽm được hỗ trợ bởi vòng bi trục chính của máy công cụ có độ chính xác cao, giảm thiểu độ đảo hướng trục và hướng tâm. Hơn nữa, đĩa lưỡi sử dụng cơ cấu khóa ba điểm bằng đai ốc (hoặc đai ốc thủy lực để siết chặt an toàn), đảm bảo cả độ chính xác về kích thước và khóa an toàn. Để tạo điều kiện thuận lợi cho việc điều chỉnh tốc độ rạch, các bộ phận điều khiển điện tử và thủy lực được sử dụng. Điều này không chỉ mang lại độ tin cậy cao và khả năng miễn dịch mạnh mẽ của hệ thống điều khiển mà quan trọng hơn là nó có chức năng tự chẩn đoán, cho phép xác định nhanh chóng nguyên nhân lỗi. Ngoài ra, máy rạch thép mạ kẽm được định vị rõ ràng bằng ống bọc lệch tâm. Ngay cả khi có những thay đổi về độ lệch tâm và trọng lượng cắt, chiều cao cấp liệu vẫn không đổi, đảm bảo cả độ tin cậy và an toàn.
Lưỡi dao là bộ phận dẫn động củamáy rạch thép mạ kẽm. Hiệu suất rạch tối ưu phụ thuộc rất nhiều vào lưỡi dao và quan trọng hơn là cấu hình giá đỡ lưỡi dao. Dây chuyền rạch thép mạ kẽm sử dụng nhiều cấu hình giá đỡ lưỡi khác nhau, mỗi cấu hình có đặc điểm riêng và phạm vi áp dụng. Cán dao máy rạch bằng thép mạ kẽm có bốn loại: thanh trượt, lệch tâm, trục lưỡi có thể điều chỉnh và tay đòn. Loại thanh trượt là một trong những loại cán dao dây chuyền rạch bằng thép mạ kẽm sớm nhất và phổ biến nhất. Ở loại này, trục lưỡi phía dưới được cố định vào khung di động và cố định, trong khi trục lưỡi phía trên được đặt trong các thanh trượt trái và phải. Những thanh trượt này cho phép di chuyển theo chiều dọc trong đường ray dẫn hướng của khung di động và khung cố định.
Cán dao lệch tâm hầu hết là loại lệch tâm kép, nghĩa là cả trục lưỡi trên và dưới đều được đỡ trong ống bọc lệch tâm. Được dẫn động bởi trục bánh răng đồng bộ thông qua một bánh răng điều chỉnh, các trục này quay ngược chiều nhau để điều chỉnh độ lệch tâm, từ đó thay đổi chiều cao của trục lưỡi trên và dưới.
Do bộ điều khiển độ căng trên đường rạch thép mạ kẽm tạo ra tín hiệu tương tự từ 0 đến 10 volt tiêu chuẩn tương ứng với mô-men xoắn định mức của động cơ không đồng bộ, tín hiệu tương tự này có thể được kết nối với bộ biến tần để chọn tham chiếu mô-men xoắn. Điều này đảm bảo độ căng liên tục trong quá trình hoạt động. Nếu ở chế độ điều khiển lực căng, dù là động cơ DC, động cơ AC hay động cơ servo thì tốc độ phải được giới hạn. Ngược lại, khi mô-men xoắn do động cơ tạo ra vượt quá mô-men tải và chạy, gia tốc quay sẽ được tạo ra khiến tốc độ tiếp tục tăng cho đến khi đạt tốc độ tối đa.
 |
 |
 |
Máy rạch thép mạ kẽmchủ yếu được sử dụng để gia công kim loại tấm và chức năng của chúng phần lớn được tự động hóa, khiến hệ thống điều khiển bên trong thiết bị trở nên đặc biệt quan trọng. Dây chuyền rạch thép mạ kẽm sử dụng hệ thống điều khiển servo điện-thủy lực, chủ yếu sử dụng việc chuyển đổi các tín hiệu khác nhau để đạt được các hành động khác nhau. Tuy nhiên, có nhiều phương pháp chuyển đổi tín hiệu có sẵn.
1. Phương pháp van đóng mở tốc độ cao cho dây chuyền xẻ thép mạ kẽm
Phương pháp này sử dụng động cơ mô-men xoắn tốc độ cao để điều khiển trực tiếp hoặc gián tiếp van đóng mở cố định. Tín hiệu số đầu ra của máy tính được khuếch đại và sau đó điều khiển van, cho phép nó được điều khiển giữa trạng thái mở và đóng. Tín hiệu phản hồi được xử lý bằng bộ lấy mẫu và truyền trở lại máy tính dưới dạng đại lượng kỹ thuật số, điều khiển hoạt động của máy cắt rạch.
2. Phương pháp chuyển đổi digital sang analog cho dây chuyền xẻ thép mạ kẽm
Bộ chuyển đổi kỹ thuật số sang tương tự chuyển đổi tín hiệu số do máy tính tạo ra thành đại lượng tương tự, được sử dụng để điều khiển dòng điện cấp vào đầu vào của van servo hoặc van tỷ lệ. Tín hiệu phản hồi cũng được chuyển đổi thành đại lượng kỹ thuật số bằng bộ chuyển đổi tương tự sang số và sau đó được đưa vào máy tính, hoàn thành quá trình chuyển đổi tín hiệu.
3. Phương pháp động cơ bước cho dây chuyền xẻ thép mạ kẽm
Nó dựa trên phương pháp chuyển đổi được thực hiện bởi bộ điều khiển động cơ bước. Tín hiệu số đầu ra của máy tính được đưa vào dưới dạng xung vào bộ chuyển đổi. Góc quay của động cơ bước được chuyển đổi thành lỗ mở van thông qua thiết bị truyền động, từ đó tạo thành van lưu lượng kỹ thuật số. Hơn nữa, áp suất đầu ra tỷ lệ thuận với áp suất đầu ra, tạo thành van áp suất kỹ thuật số, nhờ đó đạt được hiệu quả mong muốn.
Trong lúcdây chuyền rạch thép mạ kẽmhoạt động, độ căng là một thông số hiệu suất quan trọng, ảnh hưởng đến cả hoạt động quấn và tháo cuộn. Để kiểm soát lực căng hiệu quả trong máy rạch thép mạ kẽm, bộ điều khiển lực căng là bộ phận không thể thiếu. Bộ điều khiển độ căng đo tốc độ, tính toán đường kính cuộn dây và thiết lập độ căng bằng cách đo mômen tải.
Do bộ điều khiển độ căng trên đường rạch thép mạ kẽm tạo ra tín hiệu tương tự từ 0 đến 10 volt tiêu chuẩn tương ứng với mô-men xoắn định mức của động cơ không đồng bộ, tín hiệu tương tự này có thể được kết nối với bộ biến tần để chọn tham chiếu mô-men xoắn. Điều này đảm bảo độ căng liên tục trong quá trình hoạt động. Nếu ở chế độ điều khiển lực căng, dù là động cơ DC, động cơ AC hay động cơ servo thì tốc độ phải được giới hạn. Ngược lại, khi mô-men xoắn do động cơ tạo ra vượt quá mô-men tải và chạy, gia tốc quay sẽ được tạo ra khiến tốc độ tiếp tục tăng cho đến khi đạt tốc độ tối đa.