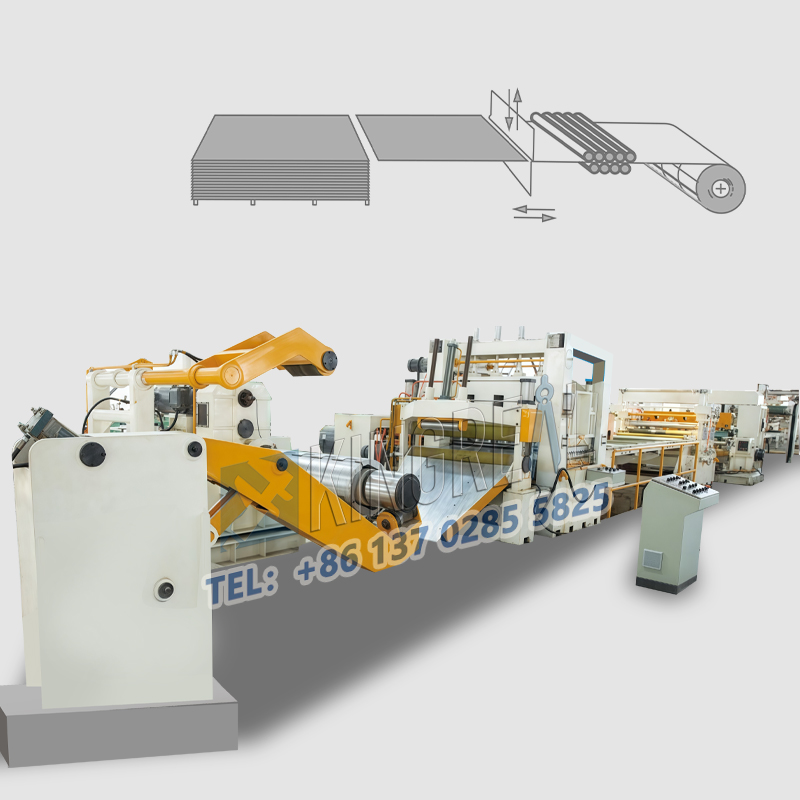
Thép không gỉ cắt theo các đường dàiđược sử dụng rộng rãi trong ngành công nghiệp kim loại để cắt chính xác các cuộn kim loại khác nhau, bao gồm thép, thép không gỉ, nhôm, sắt, cán lạnh, cán nóng và PPGI.
Mặc dù hiệu suất tuyệt vời của họ trong sản xuất, các máy cắt bằng thép không gỉ vẫn có thể gặp phải độ lệch trong quá trình hoạt động.
Bài viết này sẽ đi sâu vào việc khắc phục độ lệch cắt trong thép không gỉ cắt theo các đường dài từ ba quan điểm: cấu trúc cơ học, chương trình điều khiển và thông số, và khả năng tương thích vật liệu và quy trình.

(1) hao mòn thành phần ổ đĩa
TRONGThép không gỉ cắt theo chiều dài máy, hao mòn của các bộ phận truyền động là một nguyên nhân phổ biến của việc cắt giảm độ lệch.
Các bánh răng, sprockets và các thành phần ổ đĩa khác đã hoạt động trong một thời gian dài có thể bị hao mòn, dẫn đến giảm độ chính xác cho ăn và do đó, tác động đến kích thước cắt.
Các triệu chứng của Thép không gỉ cắt theo chiều dài Lòng lỗi: Ví dụ, tại một nhà máy sản xuất bộ phận ô tô, các bánh răng truyền động của một máy cắt bằng thép không gỉ theo chiều dài đã trải qua sự hao mòn 30%. Khi liên tục cắt các tấm thép dày 5mm, dao động kích thước đạt 0,3mm, vượt quá phạm vi ± 0,2mm chấp nhận được.
Giải pháp: Để giải quyết vấn đề này, nên kiểm tra thường xuyên các thành phần ổ đĩa. Nếu hao mòn răng bánh răng vượt quá 15% hoặc kéo dài chuỗi vượt quá 2%, chúng nên được thay thế kịp thời.
Đồng thời, tỷ lệ truyền nên được hiệu chỉnh để khôi phục độ chính xác truyền cơ học. Biện pháp này có thể cải thiện đáng kể sự ổn định và độ chính xác.
(2) Giải phóng mặt bằng đường sắt hướng dẫn công cụ
Tăng mức độ giải phóng mặt bằng giữa công cụ và đường ray hướng dẫn cũng là một yếu tố quan trọng góp phần cắt giảm độ lệch. Theo thời gian, công cụ hướng dẫn công cụ mòn do chuyển động đối ứng kéo dài, và giải phóng mặt bằng này có thể tăng lên, ảnh hưởng đến sự ổn định của công cụ.
Các triệu chứng của Thép không gỉ cắt theo chiều dài thất bại: Trong trường hợp bình thường, độ thanh thải giữa công cụ và đường ray hướng dẫn phải nhỏ hơn 0,05mm. Giải phóng mặt bằng quá mức có thể khiến các công cụ lắc lư trong quá trình cắt, dẫn đến sự dao động trong kích thước tấm cắt.
Giải pháp: Sử dụng thước đo Feeler để kiểm tra giải phóng mặt bằng. Nếu nó vượt quá giá trị tiêu chuẩn, hãy điều chỉnh chèn đường ray hướng dẫn hoặc thay thế thanh trượt hướng dẫn bị hỏng. Một nhà máy phần cứng đã giảm độ lệch cắt từ 0,25mm xuống 0,08mm sau khi điều chỉnh này, cho thấy hiệu quả của sự điều chỉnh này.
(1) Lỗi logic chương trình
TRONGThép không gỉ cắt theo chiều dài máyHoạt động, lỗi logic chương trình PLC cũng là một nguyên nhân phổ biến của việc cắt giảm độ lệch. Thời gian bị rối loạn của thức ăn và các hướng dẫn cắt trong chương trình có thể kích hoạt cắt trước khi vật liệu được cho ăn hoàn toàn, dẫn đến việc cắt xén.
Biểu hiện của thép không gỉ cắt theo độ dài dòng lỗi: Ví dụ, trong một số trường hợp, việc cắt bắt đầu trước khi vật liệu được cho ăn hoàn toàn, ảnh hưởng trực tiếp đến độ chính xác cắt.
Giải pháp: Nên sử dụng chẩn đoán chương trình để theo dõi trạng thái điểm I/O và tổ chức lại logic "Cắt giảm nguồn cấp dữ liệu". Ngoài ra, thêm hướng dẫn xác minh độ trễ để đảm bảo tính chính xác của chuỗi hành động. Tối ưu hóa này sẽ cải thiện đáng kể sự ổn định vận hành của máy cắt bằng thép không gỉ thành máy dài.
(2) Cài đặt tham số không chính xác
Cài đặt tham số không chính xác cũng là một yếu tố quan trọng ảnh hưởng đến độ chính xác cắt của thép không gỉ theo chiều dài. Các tham số độ dài cấp dữ liệu không chính xác hoặc tốc độ cắt không khớp và tốc độ thức ăn có thể dẫn đến độ lệch tích lũy.
Các triệu chứng của Thép không gỉ cắt theo chiều dài lỗi máy: ví dụ, nếu chiều dài thức ăn được đặt thành 100mm nhưng chiều dài thức ăn thực tế là 99,5mm, hoạt động dài hạn sẽ dẫn đến độ lệch đáng kể.
Giải pháp: Tái định số số xung thức ăn (số lượng xung trên mỗi milimet) và điều chỉnh tốc độ cắt dựa trên độ dày và vật liệu của tấm. Đối với các tấm dày, nên đặt tốc độ cắt không quá 30 lần/phút, trong khi đối với các tấm mỏng, nó có thể đạt tới 60 lần/phút.
Sau khi sửa các tham số, một nhà máy chế biến bằng thép không gỉ đã đạt được độ lệch tích lũy dưới 0,1mm cho một tấm dài 10 mét, cho thấy tầm quan trọng của hiệu chỉnh tham số.
(1) Căng thẳng tấm không đều
Khi cắt các tấm thép không gỉ, ứng suất không đồng đều có thể gây ra lò xo sau khi cắt, ảnh hưởng đến sự ổn định chiều cuối cùng.
Các triệu chứng của thép không gỉ cắt theo độ dài dòng lỗi: Ví dụ, tốc độ lò xo của tấm cuộn lạnh có thể cao tới 1-2%, có thể gây co ngót chiều sau khi cắt.
Giải pháp: Nên thực hiện giảm căng thẳng trên kim loại tấm, chẳng hạn như san lấp hoặc lão hóa hoặc bù cho lò xo trong chương trình (đặt giá trị bù là 0,1-0,3mm tùy thuộc vào vật liệu). Sau khi bồi thường, một nhà máy cán lạnh đã đạt được độ lệch kích thước cắt ≤0,1mm, đảm bảo độ chính xác cắt.
(2) Biến động căng thẳng thức ăn
Độ ổn định căng thẳng thức ăn ảnh hưởng trực tiếp đến độ chính xác cắt. Nếu lực căng của con lăn thức ăn không ổn định, kim loại tấm có thể trượt hoặc nhăn trong khi cho ăn, dẫn đến kích thước cắt không được kiểm soát.
Các triệu chứng của thép không gỉ cắt theo độ dài dòng lỗi: Thất bại của kiểm soát căng thẳng có thể dẫn đến việc cho ăn không đồng đều, từ đó ảnh hưởng đến chất lượng cắt.
Giải pháp: Nên kiểm tra hệ thống kiểm soát căng thẳng. Máy căng khí nén yêu cầu thay thế con dấu, trong khi bộ căng thủy lực yêu cầu hiệu chuẩn cảm biến áp suất. Sau khi điều chỉnh, một nhà máy dải thép đã giảm biến động lực căng từ ± 5% xuống ± 1%, cải thiện hiệu quả độ chính xác cắt.
 |
 |
 |
Trong hoạt động củaThép không gỉ cắt theo chiều dài máy, độ lệch cắt thường được gây ra bởi sự kết hợp của các yếu tố. Một cuộc điều tra toàn diện tập trung vào cấu trúc cơ học, các chương trình và thông số kiểm soát, và khả năng tương thích vật liệu và quy trình có thể xác định hiệu quả các vấn đề và thực hiện sửa chữa mục tiêu.
Bằng cách thường xuyên duy trì các thành phần truyền, tối ưu hóa logic chương trình, điều chỉnh chính xác các tham số và thích ứng với các đặc điểm vật liệu, các nhà sản xuất có thể giảm thiểu độ lệch và đáp ứng các yêu cầu chính xác nghiêm ngặt của các ngành công nghiệp như phụ tùng ô tô và phần cứng.
Chỉ bằng cách liên tục cải thiện mọi khía cạnh của đường cắt bằng thép không gỉ theo chiều dài, người ta mới có thể chiến thắng trong thị trường cạnh tranh khốc liệt.
Chúng tôi hy vọng rằng các phân tích và đề xuất trong bài viết này sẽ cung cấp các chiến lược và giải pháp khắc phục sự cố hiệu quả cho các ngành công nghiệp liên quan.