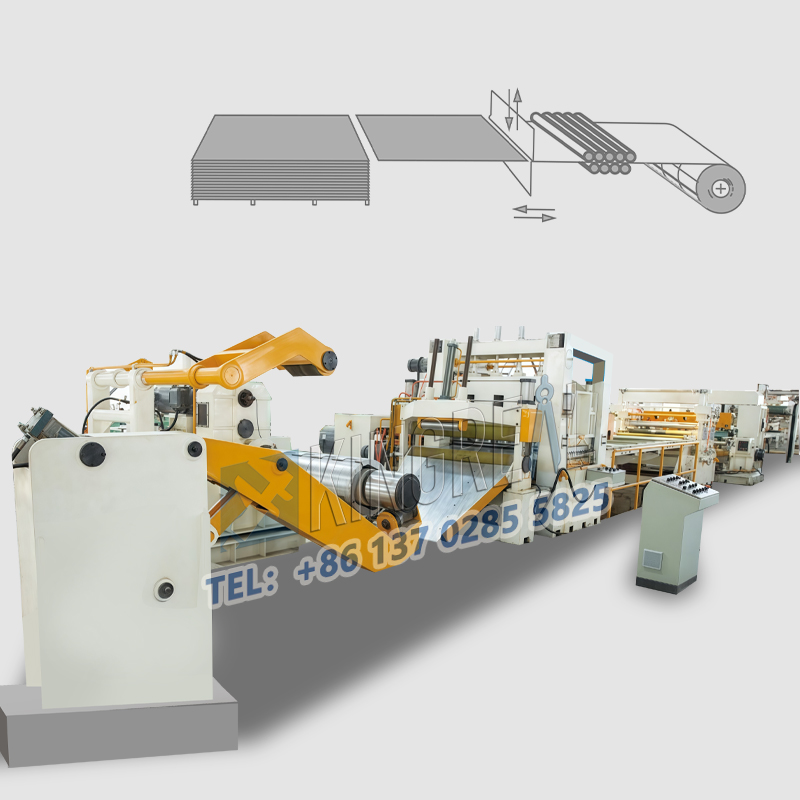
Máy rạch kim loại, hay còn gọi là máy rạch thép cuộn hay máy rạch kim loại, có ứng dụng đa dạng và có vị trí quan trọng trong ngành gia công kim loại. Chức năng chính của thiết bị này là cắt chính xác các cuộn kim loại rộng thành nhiều dải hẹp để đáp ứng nhu cầu của các quy trình sản xuất khác nhau.

Máy rạch kim loại đóng một vai trò quan trọng trong một số ngành công nghiệp, độ chính xác và hiệu quả cao khiến chúng không thể thiếu trong các quy trình xử lý kim loại. Cho dù trong ngành sản xuất ô tô, xây dựng, sản xuất điện, sản xuất thiết bị gia dụng, đóng gói hay ngành hàng không vũ trụ và quân sự, máy rạch kim loại đều đáp ứng nhiều nhu cầu xử lý có độ chính xác và nhu cầu cao với hiệu suất và độ tin cậy tuyệt vời.
Trong lĩnh vực gia công kim loại, độ chính xác và hiệu quả của thiết bị có tác động đáng kể đến chất lượng đầu ra. Một trong những thành phần quan trọng của máy xén kim loại hoặc máy xén cuộn là lưỡi dao. Đảm bảo máy hoạt động không có vấn đề về lệch lưỡi là rất quan trọng để duy trì tính nhất quán và toàn vẹn của vết cắt kim loại. Trong bài viết này, chúng ta sẽ xem xét các nguyên nhân phổ biến gây ra hiện tượng lệch lưỡi trong máy xén cuộn kim loại tấm và đưa ra các giải pháp thiết thực.
"Tại sao lại xảy ra lỗi lưỡi cắt?"
Độ lệch của lưỡi cắt kim loại có thể dẫn đến chất lượng cắt kém, tăng lãng phí vật liệu và chi phí vận hành cao hơn. Điều quan trọng là xác định nguyên nhân gốc rễ của những sai lệch này và thực hiện hành động khắc phục hiệu quả. Một trong những nguyên nhân chính gây ra sai lệch lưỡi dao là các điểm dừng định vị cấp liệu được điều chỉnh không đúng. Nếu các điểm dừng không được căn chỉnh chính xác, điều này có thể dẫn đến áp lực không đồng đều lên lưỡi dao trong quá trình rạch, từ đó dẫn đến sai lệch.
Việc sử dụng lưỡi dao bị cùn ở một số chỗ cũng có thể gây ra sai lệch. Khi một phần lưỡi dao bị cùn, nó sẽ cắt với tốc độ khác với phần sắc bén, dẫn đến các vết cắt không nhất quán.
Việc căn chỉnh bánh xe dẫn giấy không đúng cách cũng là nguyên nhân phổ biến gây ra hiện tượng lệch lưỡi. Các bánh dẫn hướng giấy phải được căn chỉnh hợp lý để đảm bảo vật liệu đi qua máy xén theo đường thẳng.

"Làm thế nào để cải thiện độ chính xác của sản phẩm rạch?"
Lưỡi cắt kim loại bị cùn có thể dẫn đến nhiều tình trạng khác nhau như gờ, nhàu và hư hỏng nguyên liệu thô của sản phẩm xẻ rãnh. Vấn đề ba via trên vật liệu có khe thường do lưỡi dao bị cùn, lưỡi dao chồng lên rãnh dao quá nông hoặc mảnh vụn mắc vào khe dao. Để ngăn ngừa các vết gờ, hãy đảm bảo lưỡi dao sắc bén và được bảo trì thường xuyên. Điều chỉnh độ chồng của lưỡi dao với rãnh dao đến độ sâu khuyến nghị (thường trong vòng 2,5 mm). Làm sạch rãnh dao thường xuyên để loại bỏ mọi mảnh vụn có thể cản trở quá trình cắt.
1. Các vết nhăn và vết rách ở vật liệu xẻ rãnh có thể do một số yếu tố gây ra, bao gồm vật liệu đầu vào kém chất lượng và nếp gấp quá sâu. Sử dụng nguyên liệu đầu vào chất lượng cao để giảm thiểu khả năng bị nhàu và rách. Giảm hiện tượng rách bằng cách điều chỉnh độ sâu uốn đến mức thích hợp để tránh áp lực quá mức tác động lên vật liệu.
2. Các vết nhăn và vết rách ở vật liệu xẻ rãnh có thể do một số yếu tố gây ra, bao gồm vật liệu đầu vào kém chất lượng và nếp gấp sâu. Sử dụng nguyên liệu đầu vào chất lượng cao để giảm thiểu khả năng bị nhàu và rách. Điều chỉnh độ sâu uốn đến mức thích hợp để tránh áp lực quá mức tác động lên vật liệu, từ đó giảm hiện tượng rách.
3. Các cạnh không vuông góc của vật liệu có khe có thể do một số vấn đề gây ra, bao gồm góc lưỡi dao không chính xác, lưỡi dao không nằm ở tâm rãnh hoặc lưỡi dao được mài không thẳng hàng. Định kỳ kiểm tra góc lưỡi cắt và điều chỉnh để đảm bảo nó vuông góc với vật liệu. Đặt lưỡi dao vào giữa rãnh dao và đảm bảo mài lưỡi dao đều để duy trì góc cắt ổn định.

Việc giải quyết các sai lệch của lưỡi dao trong máy xén cuộn thép hoặc máy xén cuộn là rất quan trọng để duy trì chất lượng và hiệu quả của hoạt động rạch kim loại của bạn. Bằng cách hiểu các nguyên nhân phổ biến của những sai lệch này và thực hiện các giải pháp thích hợp, bạn có thể đảm bảo rằng máy rạch kim loại của mình hoạt động tốt nhất, tạo ra vật liệu cắt chất lượng cao và giảm thiểu lãng phí.