Máy rạch đườngtrục bên trong mỗi con lăn và các bộ phận tương ứng được yêu cầu để mở ra việc tiếp nhiên liệu, tương tự là lần thứ Tư. Khi độ ẩm không khí trong xưởng sản xuất dưới 50%, do hiệu ứng tĩnh điện, ô tô đỡ sợi dọc khởi động, đứt áp nhiều hơn, trường hợp nghiêm trọng hơn là lao vào công nhân sợi dọc ở cuối nhà máy đầu trục lụa, được hóa học hơn 2 chuông và còi.
Chúng tôi chạy đua với máy làm cong vênh rạch vải lụa trên thiết bị tra dầu đã được sửa đổi để xử lý tĩnh điện do bắt đầu xảy ra sự cố bay, trên cùng một đầu trục chỉ có 45 phút, không chỉ để giảm bớt hiệu quả lao động của máy. nhân viên mà còn nâng cao hiệu quả cao.
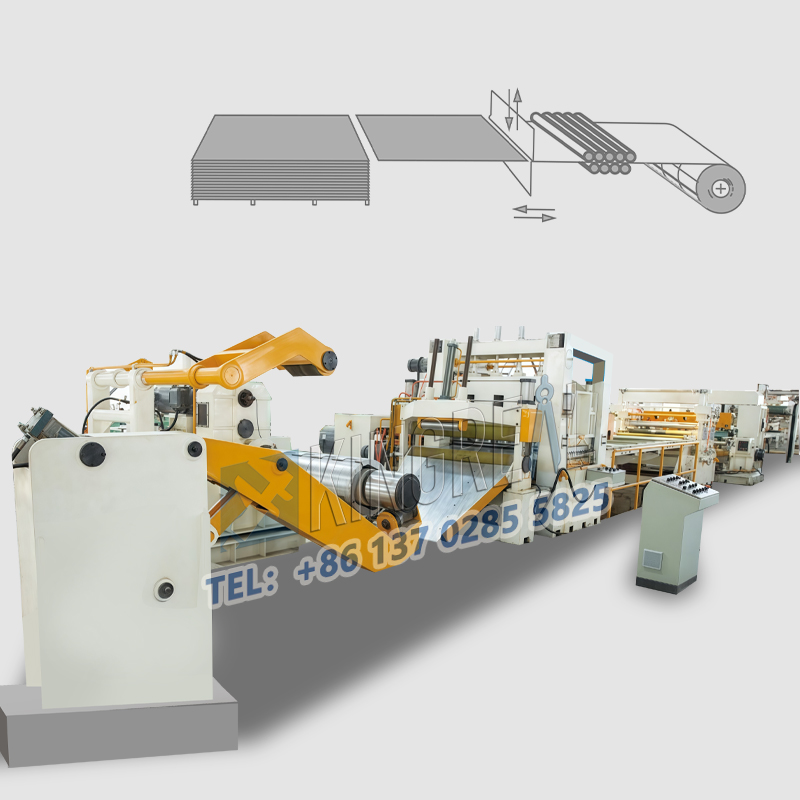
Máy rạch thépBảo dưỡng định kỳ:
1. Lau (bánh ép, trục lăn và chấn thương không được có bụi bẩn)
2. Khi không cần thiết, chú ý tắt nguồn.
3. Thường xuyên phải tiếp nhiên liệu cho các vít và chấn thương để ngăn chặn việc xử lý rỉ sét.
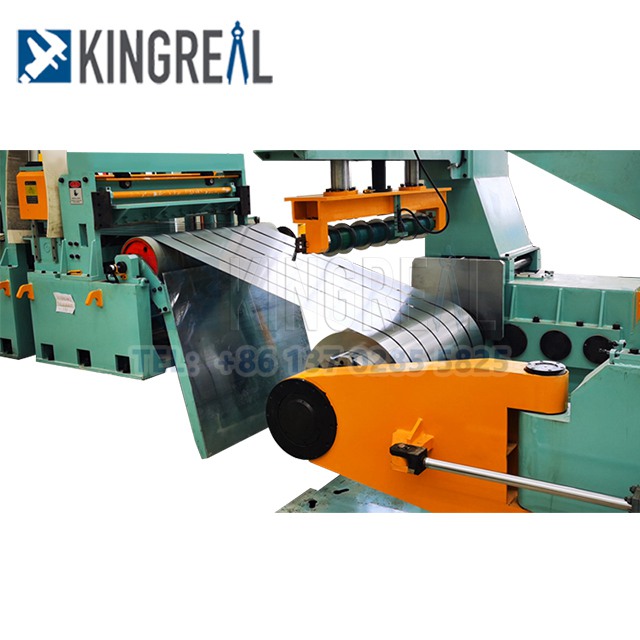
Máy rạch thép cuộn phải được bôi trơn ở khu vực dao trái và dao phải, ba lần một tuần. Khu vực ly hợp của dao nạp phải được bôi trơn. Vít máy đùn không ren phải được bôi trơn trên trục hệ thống truyền động của nó và sau đó di chuyển lên xuống ba lần một tuần. Các cuộn niêm phong trong xi lanh của máy cắt pin sạc cần được sắp xếp gọn gàng và khu vực nhãn cầu cá cần được bôi trơn. Vòng bi lăn và khung tải được tra dầu ba ngày một lần.
Trong trường hợp tra dầu khu vực chốt trục xả, chúng ta cần dùng súng bắn mỡ để bắt đầu tra dầu, trước khi tra dầu chúng ta cần tổ chức khu vực tra dầu trước. Nếu khu vực kết nối bàn đạp phanh bắt đầu tiếp nhiên liệu, sau khi đổ dầu phải di chuyển qua lại, mỗi tuần phải bắt đầu dưỡng ẩm ba lần, nhưng cũng cần chú ý đến việc hoàn thiện.
Nếu bạn có câu hỏi khác,xin vui lòng liên hệ với chúng tôi !